Собственное производство
Стыковка лент ПВХ
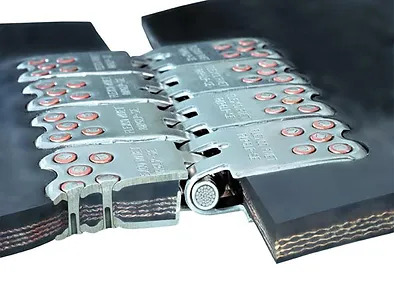
Стыковка лент
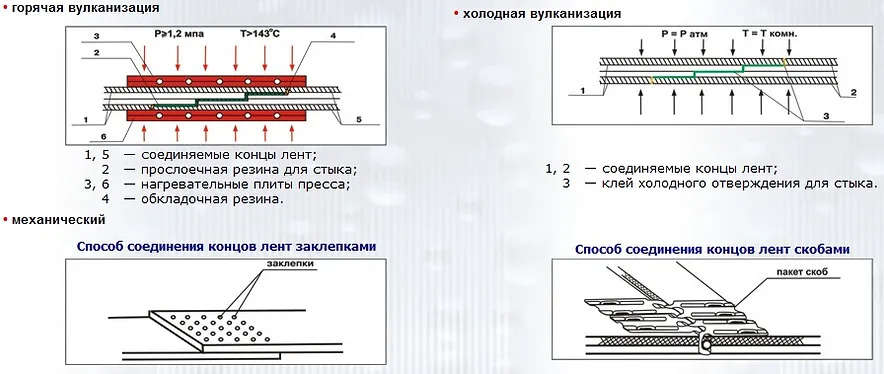
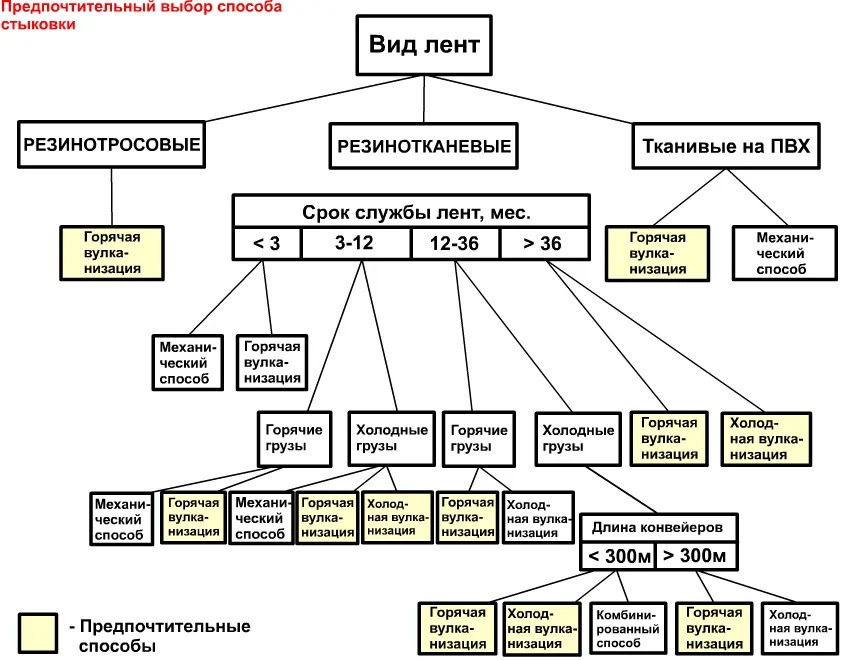
Способы стыковки лент:
Первый способ — горячая вулканизация
Данный метод можно назвать наиболее перспективным, так как технология способа соединения имеет достаточное сходство с технологией производства самой ленты. Поэтому использование горячей вулканизации позволяет по прочности достичь значения в 95%. При этом такая стыковка конвейерных лент направлена на достижение наибольшей эффективности использования чистящих механизмов. Лента, соединенная методом горячей вулканизации не имеет утолщений и кроме удобной чистки имеет также и минимальное механическое воздействие на ролики конвейера.
Горячая вулканизация применяется при стыковке одно- или многослойных лент с несущей тканевой основой и полимерными обкладочными слоями.
Преимущества горячей вулканизации:
Прочность стыковки;
Долговечность (срок гарантии стыковых соединений составляет год; а срок технической эксплуатации стыков в зависимости от условий работы может приблизиться к сроку эксплуатации самой ленты);
Эластичность стыков (стыковые соединения по своей гибкости приближаются к ленте);
Использование материалов отечественного производства при стыковке;
Возможность запуска ленты сразу после завершения работ по вулканизации (около 5-6 часов);
Минимальные механические воздействия на ролики;
Равномерная толщина ленты дает возможность достичь эффективности работы весов, скребков и других навесных устройств;
Горячая вулканизация стыков может производиться в стационарных условиях и непосредственно на самой конвейерной установке.
Из значимых недостатков следует отметить недолговечность хранения расходных материалов (сырой резины), которые невозможно держать в запасе.
Второй способ — холодная вулканизация
Стыковка лент методом холодной вулканизации проводится при использовании специального двухкомпонентного клея. Такой метод можно использовать только для многослойных лент, имеющих несущую тканевую основу.
Перед склеиванием лента проходит процесс подготовки, сходный с подготовкой ленты для горячей вулканизации. То есть ленту обрезают определенным способом, после чего края материала приобретают вид ступеней, расслаивают и зачищают при помощи специальных шлифовальных приспособлений.
После подготовки на поверхность наносится клей, активированный предварительно отвердителем и проводится непосредственно стыковка лент, после чего выдерживается минимум три часа.
Стыковке методом холодной вулканизации подлежат резинотканевые конвейерные ленты с шириной до 1600 мм и температурой транспортируемого материала до 80°С. Время работ зависит от ширины ленты и обычно не превышает 3-6 часов. Запуск конвейера можно производить через 3 часа после завершения стыковки. Температурный режим эксплуатации лент после проведения работ по стыковке: от -45 °С до +80 °С.

Холодная вулканизация по сравнению с горячей вулканизацией имеет несколько значительных преимуществ:
Снижение времени на стыковку ориентировочно в два раза за счет того, что после стыковки холодным способом производство можно запускать уже через два-три часа
Значительное снижение себестоимости одного стыка за счет исключения из процесса дорогостоящего вулканизационного пресса
При стыковке на действующих конвейерах приходится переносить существенно меньше оборудования, т.е. только ручной и шлифовальный инструмент, а так же клей
За счет уменьшения времени стыковки уменьшается время простоев производства Возможность производить стыковку лент непосредственно на месте производства, т.е. не снимая ленту с конвейера
При стыковке с соблюдением технологии, качество материалов гарантирует надежность стыка до полного износа ленты
Ограничения применения метода холодной вулканизации:
Температурный режим эксплуатации лент: от –45 °С до +80°С;
Температура окружающей среды при стыковке ленты не должна опускаться ниже +5°С
Материалы для стыковки конвейерных лент методом холодной вулканизации
Клей Nilos TL-T 70 (клей НИЛОС)
Двухкомпонентный промышленный клей NILOS TL-T70 Производство: Германия
Комплект поставки: 1 кг. клея + 70г. отвердителя.
Клей Tip Top Cement SC 2000 ( клей ТИП ТОП )
Двухкомпонентный промышленный клей ТИП ТОП SC 2000
Производство компонентов: Германия
Розлив: Россия
Комплект поставки: 1 кг. клея + 40г. отвердителя.
Двухкомпонентный клей TRS 2002
Двухкомпонентный промышленный клей TRS 2002 Производство: Германия
Комплект поставки: 1 кг. клея + 70г. отвердителя.
Все предлагаемые клея обладают практически одинаковыми техническими характеристиками.
Расход клея для стыковки транспортерных лент составляет 3-5 кг на 1 кв. метр стыкуемой поверхности (в зависимости от марки). Т.е. для стыковки ленты шириной 1000 мм с пятью слоями корда необходимо 3 кг двухкомпонентного клея.
Третий способ-механическая стыковка лент.
Наиболее быстрым, простым и доступным, но не самым прочным и долговечным способом стыковки конвейерных (транспортерных) лент, является механическое соединение.
Соединение конвейерной ленты при помощи специальных приспособлений преимущественно используется на производствах, где невозможен простой конвейера или его длина постоянно терпит изменения, а также там, где невозможна стыковка лент первыми двумя методами из-за слишком низкой температуры воздуха или из-за условий повышенной запыленности в помещении. Соединения, которые используются для стыковки лент, могут быть неразъемные, в виде пластин с болтами или заклепками, или разъемные, шарнирного типа. Тип соединения подбирается в зависимости от определенных требований, которые предъявляются конвейерной ленте и соответственно методам соединения.
Основные преимущества механического соединения:
самый быстрый способ стыковки,
небольшая стоимость (по сравнению с вулканизацией),
не требуется специального помещения и громоздкого оборудования (прессы для вулканизации), трудоемкость выполнения механической стыковки лент незначительна, так как отсутствует необходимость разделки конвейерной ленты,
отсутствует расход ленты (длина стыка),
возможность стыковки конвейерной ленты при отрицательных температурах и в условиях повышенной запыленности,
не требуется высококвалифицированный персонаk
Холодная вулканизация по сравнению с механической стыковкой конвейерных лент имеет несколько значительных преимуществ:
Значительный запас прочности по сравнению с механической стыковкой;
Толщина ленты остается прежней после склейки;
Исключается возможность просыпания транспортируемого материала;
Отсутствие стыковочных швов;
Срок службы клеевого шва равен сроку службы конвейерной ленты.
ВАЖНО!
Мы своими силами производим холодную стыковку лент для заказчика.
Однако следует знать, что на стыковку составляется отдельный договор (а не просто счет).
Кроме того, «Ремтехкомплект» не может оказывать услуги, т.к. они не входят в перечень деятельности. От какого юрлица следует заключать договор — уточняется в ОМТС.
И третье: в договоре необходимо предусмотреть обеспечение технологических условий для стыковки лент на территории заказчика.
Замковые соединения для конвейерных лент и плоских ремней «Крокодил»
Это соединение идеально подходит для скрепления концов кожаных, резинотканевых, резиновых или тканевых лент (плоских ремней), толщиной от 3 мм до 16 мм. Соединение для конвейерных лент поставляется в частях длиной 290 мм, и могут разделяться на более короткие отрезки, по мере необходимости.
Желательно, чтобы длина устаналиваемого соединения была несколько короче, чем общая ширина ленты (ремня). Оба конца соединяемой ленты должны быть обрезаны ровно и строго перпендикулярно.
Надев соединение на ленту, закрепляйте его при помощи молотка, начиная с боковых зубцов, и затем постепенно продвигаясь к середине.
Убедитесь, что соединения на противоположных концах ремня аккуратно состыковываются друг с другом.
Напоследок плотно вставьте пару специальных прилагаемых стержней в петли соединений.
Примечание: Поверхность соединения без поперечной пластины должна быть расположена со стороны шкива.
Тип соединений «Крокодил » идеально подходит для скрепления концов кожаных, резиновых или тканевых лент (ремней), толщиной от 3 до 16 мм. Соединения поставляются в частях длиной 290 мм и могут разделяться на более короткие отрезки по мере необходимости.

Механический соединитель для конвейерных лент
Для быстрой механической стыковки конвейерных лент и плоских ремней толщиной от 2 до 7 мм. и от 7 до 15мм.
Ширина замка 600 мм., уменьшается путем удаления лишних звеньев или добавлением звеньев для увеличения ширины.
Максимальное натяжение 70 кН/м.
Состав комплекта: замок; соединительный трос; клепки.